




侧封封箱机虽然是封箱的一种,但是却是封箱机中比较特殊的一种,因为它的驱动方式及封箱结构原理,因此也就决定了该机的故障情况与普通的封箱机略有不同,下面就为您介绍一下侧面封箱机常见的故障及排除方法:
1、封箱后箱体偏歪及箱盖错角。造成这种故障的原因是因为纸箱在进行封箱之前没有进行很好的对齐,因此在封箱前,箱盖折平后两侧箱盖应与箱体对齐平行才可推入封箱机进行封箱。
2、封箱后纸箱后段上的胶带有或贴附下来的胶带没有平整。这种情况的出现,如果排除胶带安装错误的话,那么就是因为胶带的拉力过小,造成褶皱。这时只需要调节贴带器上的螺母M8增大的拉力即可。
3、胶带有切断但未贴合箱面。主拉簧太松,后轮反弹速度无法与皮带速度吻合。适度锁紧主拉簧螺丝。







社会在进步,科学在发展,技术也在不断向前,社会物质也纷繁而出。新产品的出现,让人们应接不暇,对灌装封口机的发展来说,这是一个很好的现象,但是也有问题存在,面对各式各样的,功能不一的封箱机,我们该怎么选择呢?封切机随着发展需求多样化,封切机产品也出现了种类多、品牌也多的现象,涉及的材料和技术都很复杂,缺乏知识的消费者很难选择。首先要确定自己将购买的封切机要灌装的产品。有目的才有方向。有的厂家在购买封切机时,希望一台封箱设备能够包装自己的所有品种。这只是仅供参考,你可以跟厂家协调。
尽可能选择历史悠久的封箱企业,这样质量和服务上有保障。封箱机是耗才机子,如果购进低质机器,在今后的日常生产中日积月累浪费的包装膜,决对不是个小数目。所以选择技术成熟、质量稳定的机型,使包装更快更稳,低耗能、低手工、低废品率。尽量能实地考察一番,要注重大的方面,更要注意小细节,往往细节决定整机的质量。尽可能带样品试封箱。目前国内生产的封箱机质量比以前有了很大的提高,与进口的机器并驾齐驱。

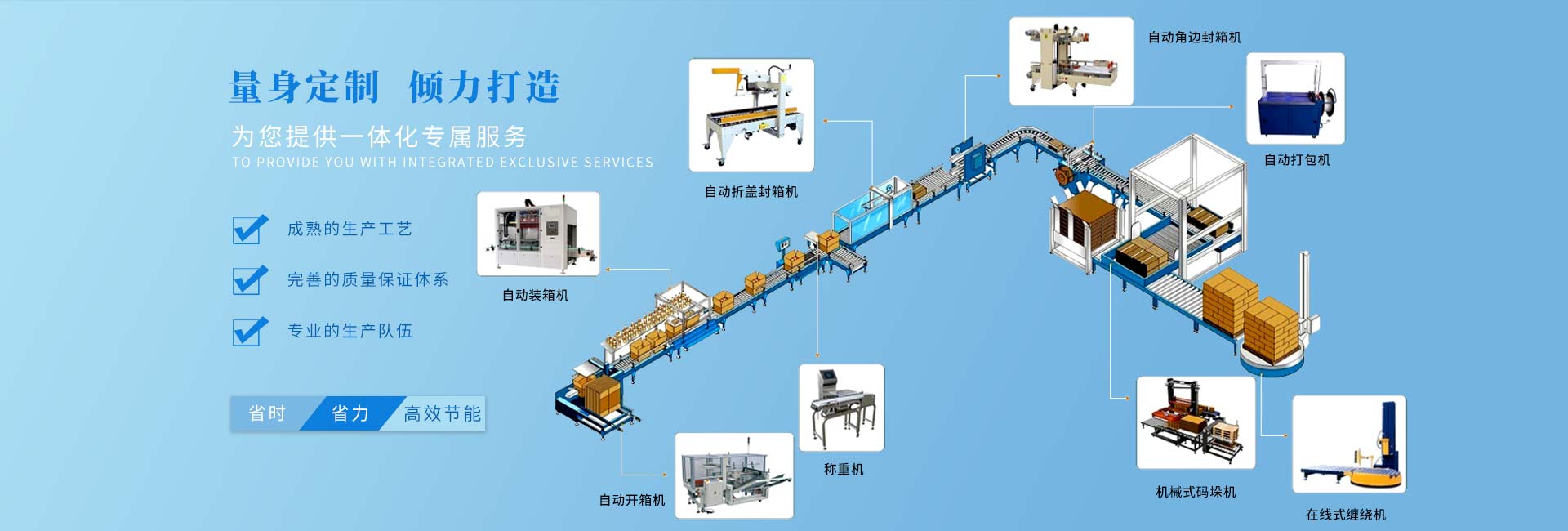
封箱机一直是后道包装流水线的重要组成部分之一. 其主要功能是对装好箱的产品, 进行自动封箱, 完成产品包装的后一道工序,封箱机在各个行业的使用都是比较普遍的,那么封箱机是如何组成的呢?封箱机主要动力是电机,电机是驱动一切组件的源动力,所以有着比较严格要求。其次比较重要的是传送皮带,由于封箱机不间断的工作,皮带磨损会比较严重。接下来是机芯部分,机芯关系着胶带切断能否成功。后面就是封箱机的调整装置,调整装置关系着纸箱封箱的准确率,同时决定了封箱机稳定性。封箱机一般带有自动光电检测系统,对纸箱定位是比较准确,同时减少封箱机故障率。



 在线客服
在线客服 13851918388
13851918388 183969645@qq.com
183969645@qq.com


